Bật mí mẹo tùy chỉnh thông số trong kỹ thuật hàn TIG
Nếu là một thợ hàn lâu lắm chắc chắn bạn không thể không biết cách tùy chỉnh thông số trong kỹ thuật hàn đối với máy hàn TIG đúng không? Tuy nhiên với những người mới vào nghề thì đây lại là một thông tin mới lạ. Tin tức MRO sẽ bật mí mẹo tùy chỉnh thông số trong kỹ thuật hàn TIG trong bài viết này!
1. Điều chỉnh tốc độ hàn TIG
Tốc độ là điều vô cùng quan trọng đối với thợ hàn. Tốc độ hàn hay còn được hiểu đó là tốc độ di chuyển của các điện cực. Điều này rất quan trọng trong kỹ thuật hàn TIG.
Thông thường thì tốc độ di chuyển là từ 100 – 250 mm/phút là đảm bảo công việc tốt nhất.
2. Điều chỉnh chiều dài hồ quang trong kỹ thuật hàn TIG
Một kỹ thuật hàn TIG nữa mà chúng ta cần quan tâm đó chiều dài hồ quang điện. Có lẽ nhiều người đã biết hồ quang trong hàn điện là vấn đề hết sức quan trọng. Chiều dài hồ quang là khoảng cách từ mũi điện cực đến bề mặt vũng chảy. Thông số này phụ thuộc vào cường độ hàn, sự ổn định hồ quang, độ chính tâm của điện cực trong mỏ phun. Để đánh giá hàn tốt hay không người ta thường quan tâm tới chiều dài của hồ quang. Nếu chiều dài không thay đổi đồng nghĩa với việc việc hàn đang thực hiện tốt.
- Nếu để chiều dài hồ quang quá lớn thì vùng hồ quang sẽ rộng và công suất nhiệt tăng lên đáng kể.
- Nếu chiều dài hồ quang quá ngắn sẽ dẫn đến dính điện cực và độ sâu ngấu tăng lên.
- Quy tắc đặt chiều dài hồ quang trong hàn TIG nằm trong khoảng 0.5 – 3mm
- Điện cực hàn tig khi hàn tôn mỏng dưới 1ly = 0.025inch (khoảng 0.6ly) và không dùng que đắp.
- Khi hàn tôn dày (nhỏ hơn 4ly) hoặc hàn ngấu thì chiều dài điện cực khoảng 0.082inch.
Trong quá trình hàn cần đảm bảo an toàn một cách tuyệt đối để tránh những tai nạn đáng tiếc xảy ra.
Tham khảo hướng dẫn sử dụng máy hàn an toàn
3. Hướng dẫn điều chỉnh dòng điện trong kỹ thuật hàn TIG
Mũi hàn của bạn có được đảm bảo hay không phụ thuộc vào dòng điện sử dụng trong kỹ thuật hàn TIG. Với những máy hàn thông thường thì việc điều chỉnh vấn đề này không khó.
Các thực nghiệm cho thấy, cường độ dòng điện hàn thích hợp nhất là 1A cho 0.0001 inch chiều dày vật hàn. Tốc độ hàn tương ứng 250mm/phút.
Ví dụ muốn hàn với tốc độ 100mm/phút thì điều chỉnh dòng điện theo công thức:
I = 40 x 100/250 = 16A/mm bề dày.
Nói chung, nếu điện cực nhỏ trong khi điện cực lớn sẽ làm điện cực quá nguội, hồ quang không ổn định.
Mặt khác kích thước vũng chảy tăng lên làm giảm mật độ nhiệt khiến cho độ ngấu giảm trong khi tốc độ nguội nhanh sẽ dễ gây ra khuyết tật mối hàn.
Về cỡ que đắp, nếu sử dụng que quá nhỏ làm tăng tốc độ cấp que, dễ gây ra hiện tượng cấp que thiếu dẫn đến mối hàn lồi lõm thiếu kích thước và “quá nóng”. Ngược lại, nếu que quá lớn sẽ khiến việc cấp que khó khăn.
4. Kỹ thuật hàn TIG
Ưu điểm của phương pháp hàn TIG là có thể thực hiện được mọi loại mối hàn. Các đặc trưng của mối hàn được xác lập theo yêu cầu kỹ thuật hàn TIG.
Các mối hàn cơ bản gồm: giáp mối (butt), chồng mí (lap), hàn góc (corner), mối hàn bẻ gờ (edge), mối hàn chữ T(Ttee).
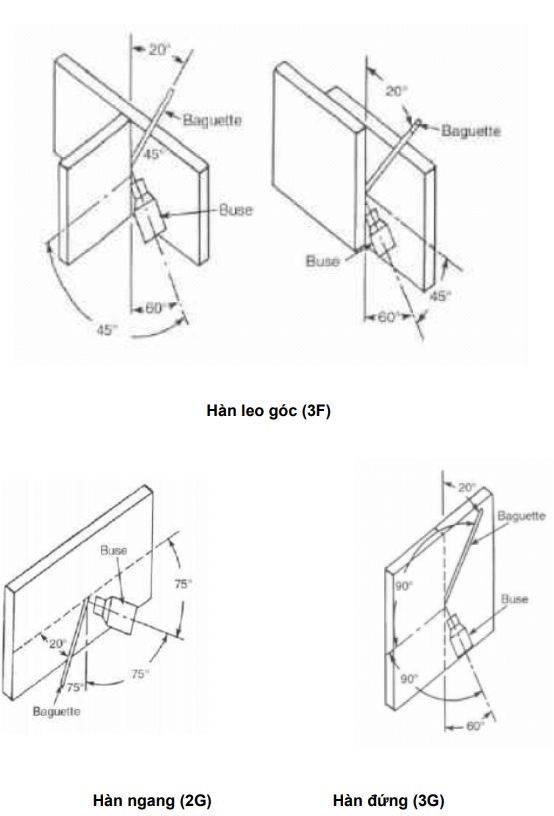
5. Góc độ hàn trong kỹ thuật hàn TIG
Góc độ hàn cũng ảnh hưởng rất lớn với chất lượng hàn. Vì vậy bạn cần quan tâm tới góc độ hàn sao cho phù hợp.
Trên đây là hướng dẫn tùy chỉnh trong kỹ thuật hàn TIG mà các bạn nên quan tâm bởi nó ảnh hưởng trực tiếp tới chất lượng mối hàn của bạn!
Nếu bạn quan tâm tới các loại máy hàn trên thị trường thì hãy lựa chọn đọc ngay bài viết trên tức MRO hoặc tham khảo trên trang chủ của website để có thể lựa chọn những loại máy hàn tốt nhất.
Hướng dẫn phân biệt máy hàn TIG và máy hàn MIG
Hãy thường xuyên theo dõi tin tức MRO để có thể nắm được những mẹo hay, những chương trình giảm giá sốc để từ công ty. Mọi thắc mắc hãy liên hệ với chúng tôi qua số điện thoại để được hỗ trợ.

Bài viết liên quan

Tin tức MRO
HƯỚNG DẪN SỬA CHỮA BẾP TỪ ĐƠN GIẢN VÀ NHANH CHÓNG
Hiện nay trên thị trương bếp từ đang là sản phẩm không thể thiếu trong…

Tin tức MRO
CÁCH KHOAN TƯỜNG BÊ TÔNG ĐẠT HIỆU QUẢ TỐT NHẤT
Khoan tường bê tông tưởng chừng rất đơn giản nhưng thực sự là công việc…

Tin tức MRO
Xem ngay các thế cây cảnh hiện đại đẹp độc đáo xu thế mới 2020
Cây cảnh hay còn gọi là bonsai là một trong những thú vui đã có…
Comments are closed